
18933370499
Contact: Mr. Xu
Mobile phone: 18933370499
Tel: 400-0757-678
E-mail: fuleitejd@163.com
Web site: www.puflt.com
Address: No. 34 Tongji west road, Hongjian industrial park, Shenghui north industrial zone, Nantou town, Zhongshan city, Guangdong province
Website:en.puflt.com
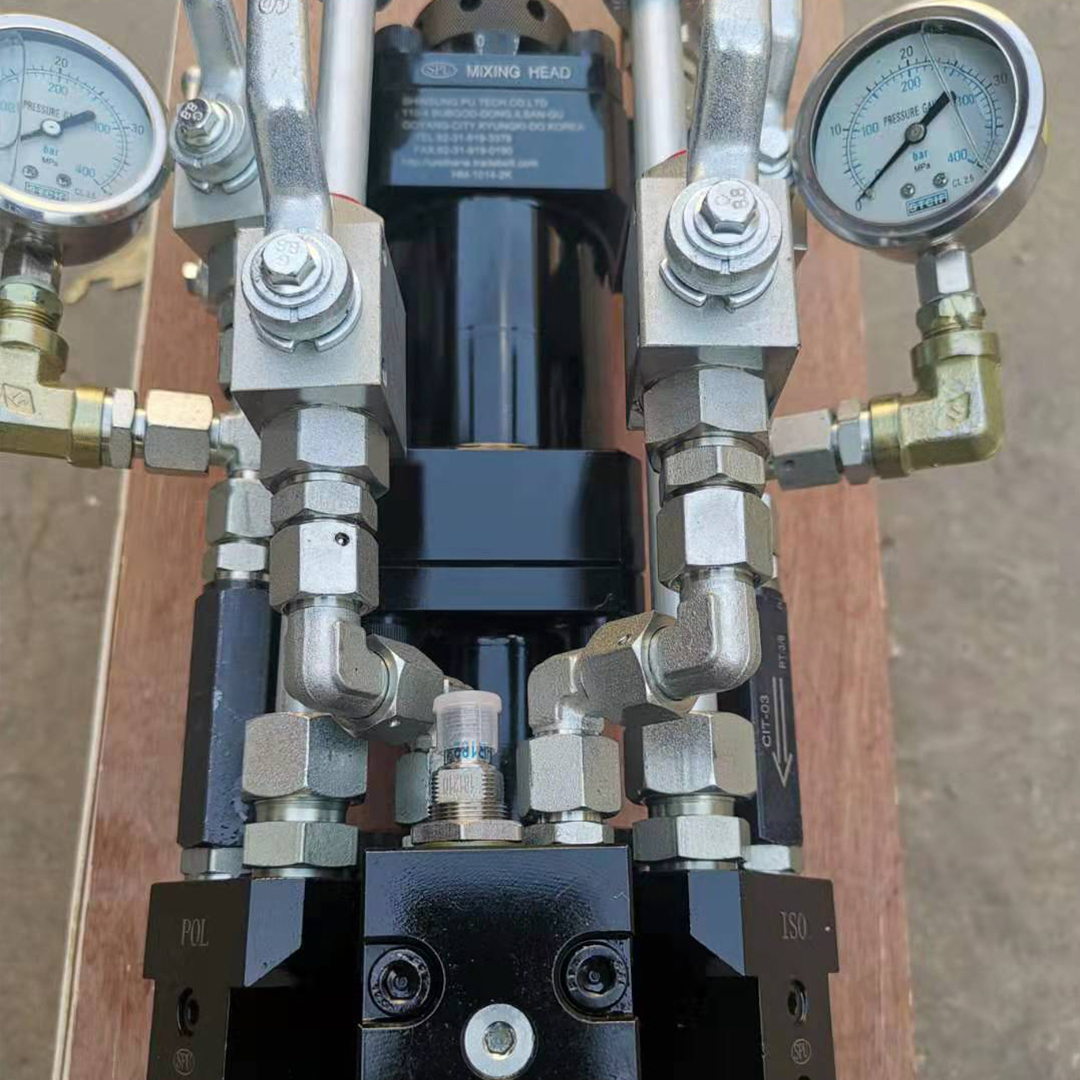

Mixing head of polyurethane high pressure foaming machine.
1. Mixing head.
The PU high-pressure mixer designed by (SHINSUNG), Korea Xinsheng PU Technical equipment Co., Ltd., is made of special alloy material and is sturdy and durable. Multi-cycle impact flow design, fully uniform raw material mixing. High quality ensures the quality of the products. The core component of the high-pressure foaming machine is the mixing head. The task of the gun head is to fully and evenly mix two kinds of raw materials (up to four components) in the mixing head to obtain a good foaming effect. The raw material will only stay in the mixing chamber for a moment. In order to achieve the effect of uniform mixing in such a short time, the raw material must have a strong kinetic energy by the other side's violent impact. In order to obtain high kinetic energy, we have to reduce the aperture of the nozzle and increase the resistance, which, of course, increases the pressure of the raw material. The first-generation hybrid gun has only one piston, which is not only responsible for mixing and cleaning, but also considering not to let the raw material spit out at high speed (splashing). After a compromise, we have to increase the diameter of the piston rod, resulting in slow shooting speed, resulting in the phenomenon of uneven mixing of raw materials. In order to solve this problem, Xinsheng PU Technology equipment Co., Ltd. designed the second generation L-shaped hybrid head.
2. Mixing room.
The L-shaped gun head works with two pistons. Make the small piston as small as possible in order to achieve better mixing uniformity. The mixing chamber is actually the space made by the retreat of the small piston. If it is too large, the raw material will not be able to mix well if the energy of the raw material is reduced during the impact. The mixed raw material continues to move forward, passing through a 90 °passage into the space vacated by the piston. The large piston is enlarged as much as possible so that the raw material can be spit out at a lower forward speed to reduce the spatter. Because the spatter degree is greatly reduced by L-shaped structure and large diameter outlet, mold opening can be carried out, which makes the production process simpler and more ideal. In particular, some odd-shaped, or large-volume products, more need to open the mold, let the gun head move during the pouring period to make the raw materials more evenly distributed in the mold cavity. For example, if the car seat cushion is double-density (the wings are harder and the middle cushion is softer), the four-component mixing head must be poured in the mold cavity at the same time, which makes it even more necessary to open the mold.
2.1. The pressure of the raw material is caused by the reduction of the aperture of the nozzle. At the aperture of the nozzle, the static energy (pressure) is completely transformed into kinetic energy (velocity), and the pressure of the raw material disappears without a trace. When the raw material enters the mold cavity, it flows around the mold cavity just like turning on the faucet.
2.2. The raw material only fills part of the mold cavity, and the remaining space is filled later when foaming, so the mold is not under pressure during casting. The expansion pressure of the mold after foaming depends on the amount of foaming agent in the raw material, but it is usually no more than l "/ c", so the design pressure of the mold is between 1.5 and 2.0 "/ c".
3. Nozzle design.
3.1. Many people have a misconception that high-pressure pumps should be operated under high pressure at all times. In fact, high-pressure pump means that it has the ability to overcome greater resistance.
3.2. Pressure is the resistance in the process pipeline, so where does the resistance come from? That's the nozzle. Generally speaking, nozzles are divided into two categories-fixed and self-adjusting.
3.3. Fixed nozzles: once the nozzles are set, the diameter of the nozzles will no longer change, and when the raw material flow changes, the pressure will fluctuate.
3.4. Conical nozzles: in order to reduce the sensitivity of pressure fluctuations, the needle and nozzles are conical, and the pore diameter change caused by the same needle movement is relatively reduced, which is an advantage. But at the same time, it brings a disadvantage: the conical channel between the spray needle and the nozzle creates resistance, and the pressure will be greatly increased in order to obtain the same kinetic energy of the raw material (the same aperture cut area).
3.5. Nozzle material.
General hard foam, soft foam, self-skinning raw materials, without fillers, after the filter, the cleanliness is better, the wear of the nozzle will not be very serious. The nozzle can have a long life as long as it is well heat treated. However, in the production of soft foam seat cushions, fillers (some kind of plastic powder malamine powder)) are required to improve the flame retardancy of the seat cushions. This is disadvantageous to the nozzle because the powder rushes out of the nozzle at a speed of more than 100 m / s and is highly abrasive.
3.6. Self-tuning. L'orange nozzle, nozzle.
The nozzle is designed to adjust the diameter of the nozzle by pushing the firing pin forward and being able to extend and contract under the pressure of the raw material. When the raw material flow increases, the nozzle needs to increase the cut area to maintain the same pressure, so the firing pin has to fall back. The back of the firing pin 0.5mm can enlarge the cut area, but the stress does not increase too much. That's why stress changes seem to be stable. At present, Xinsheng PU Technical equipment Co., Ltd. adopts self-adjusting nozzle structure.
3.7. In order to make the raw material mix better and make the nozzle closer to the small piston, we processed the front part An of the nozzle into a cascade, and the positioning seat of the nozzle was also modified a little (the front spacing sleeve was shorter). In addition to the front-end machining, the new nozzle also increases the raw material channel from the original 1 channel to 8 channels. As a result, the resistance is reduced, which is more suitable for high viscosity raw materials.
4. Spaghetti phenomenon.
1. On the left and right sides of the small piston of the L-shaped gun head, the raw material sometimes flows under 150bar pressure, and there is a gap between the small piston and the jacket, which can not be too large or too small. Too small, high friction, small piston action is not sensitive; too large, the raw materials will be mixed with each other foaming blockage. Because of the outdated pressure loss of the raw material in the small piston reflux trough, the pressure loss of the high viscosity polyol can reach 20 bar, while the low viscosity black material is only 5 bar,. Thus, the left and right sides of the small piston produce a pressure difference of 15 bar (20-5), so the higher pressure A material will have a small amount of leakage to the lower pressure area of B material. Here, AB material reacts into PU, but does not foaming, because the pressure here (2bar-150bar) is higher than that of normal PU foaming (no more than lbar),). The PU after reaction will return to the raw material barrel along with the black B material reflux tube and will eventually be blocked by a self-cleaning filter. However, in the case of more serious leakage, the PU after the reaction may also adhere to the pipe wall and gradually extend, and finally form a noodle from the small piston side groove through the barrel. If this phenomenon is found, it is necessary to regularly loosen the reflux tube of material B, take out the noodles, and clean the side groove of the small piston, otherwise the noodles grow bigger and bigger, blocking the material B pipe, so the pressure of material B increases, and finally it will be completely blocked. This leakage process is only maintained in the high pressure cycle for a short period of time (about 3 to 4 seconds). The small piston fell back and stopped leaking as soon as the pouring started. Do not underestimate the leakage of these 3 seconds, after tens of millions of times in 3 seconds, bit by bit slowly formed noodles. As the noodles are caused by the big viscosity gap between black and white materials, it is basically unavoidable and can only be solved by regular cleaning.
two。. The second causes the spaghetti phenomenon: small pistons should close faster than big ones. In fact, it takes only 0.01 seconds for the small piston to close, while the large piston is under control, which takes about 1.00 seconds to close completely. Because the large and small pistons start at the same time, if the big pistons close quickly, they rush through the C distance before the small pistons are completely closed, that is, the access to the outside world is closed, and the remaining material left in front of the small pistons will have no way out. As the small pistons move on, the desperate mixture has to squeeze into the gap between the big and small pistons and the sleeve, which flows into the black and white reflux tube, resulting in noodles on both sides of the tube. Because the small piston is big at one end (200bar) and the other is small (P = 200x6.76x = 1352 bar),), the raw material is capable of squeezing through the clearance under such high pressure. In order to solve this problem forever, the equipment is changed to use two solenoid valves to control the size of the piston. At the moment of receiving the gun, it is possible to ensure that the small piston is completely closed before starting the big piston. In order to eliminate this phenomenon commonly known as spaghetti, we have to reduce the viscosity of material An or minimize the pressure loss of raw materials in the side grooves of small pistons.
5. Adjustment of large piston stroke of L-type mixing head.
In the L-shaped mixing head, the two materials of AB are mixed at a high speed and collide with each other at the nozzle. However, if the viscosity of the raw material is high, the forward speed is insufficient or the flow rate is too small and the mixing is not uniform. If you leave a small mixing chamber in front of the nozzle, the raw material will enter the laminar flow and there will be no energy for secondary mixing. In order to create a second mixing opportunity, it is necessary to adjust the large piston stroke. As a result, the outlet of the mixing chamber is reduced and the mixture is forced to enter the laminar flow chamber at high speed. After this second mixing, the raw material is more uniform. (induction switch assembly: after lifting the large piston, then slowly rotate the induction switch until the big piston detection rod 2 turns on the red light, and the induction switch is debugged. The assembly and debugging of the small piston induction switch is the same as the above action).
6. Pouring settings:
1. Place the control mixer button on the material-free position and turn off the POL.ISO motor. Start the hydraulic station for non-material injection, (large piston self-cleaning) to check whether the lifting and falling action of the large piston is correct. Place a cup of DOP in the gate and let it inhale and repeat up and down 3-5 times. To lubricate and clean up the residue.
two。. Put the button into manual mode and start the POL.ISO pump for high pressure circulation. Adjust the pressure state of POL.ISO raw materials respectively. Adjust the POL.ISO feed needle valve, rotate clockwise to increase the pressure, on the contrary, reduce the pressure. Maintain normal at 10-12MPa. Try to keep the feed pressure of the two nozzles the same. The high pressure cycle time shall not exceed 30 seconds.
3. Measure the proportion of raw materials, enter the measuring interface, when measuring POL, close the ISO motor and all ISO valves, rotate the ISO mixing head feed needle valve clockwise to the end, and make sure the needle valve is completely closed. Start the POL pump, adjust the raw material pressure 10MPa, start the injection, and measure the material ratio g / s. The method of measuring the proportion of ISO raw materials is the same as that of measuring POL.
7. Maintenance of mixing head:
South Korea Xinsheng high pressure mixing head is a high-precision, high-precision parts, through a special heat treatment process to ensure the surface hardness of the product, so that the mixing head is more wear-resistant and durable. The designed service life is more than 300000 times. During the warranty period, except for routine maintenance, disassembly and cleaning work, it is not allowed to carry out any disassembly and illegal use without the permission of the supplier, and it is strictly forbidden to hit large and small piston rods with external force, otherwise quality assurance will be lost.
The maintenance work during use includes:
1. Clean the mixing head regularly or when necessary, and after using it for a period of time, due to the continuous accumulation of polyurethane residual reactants, it will lead to blockage in the following parts of the mixing head, resulting in increased or unstable component pressure and even overpressure shutdown:
-- in the nozzle of the mixing head.
-- in the circulating reflux tank of the mixing head.
-- in the component pipe connected to the mixing head.
The above blockage will make the component pressure increase or unstable change, affect the normal pouring and mixing effect, and even cause overpressure shutdown.
Once the above situation occurs, the mixing head must be cleaned. The steps are as follows:
-- equipment shutdown and pressure relief (including components, hydraulic systems).
-- close the ball valves for all components and hydraulic lines on the mixing head, remove all pipes, and remove the mixing head.
-- remove nozzles, check for blockage, and clean with DOP.
Note:
1: it is strictly forbidden to beat the main body of the mixing chamber and the large and small pistons with external force. It is strictly forbidden to use the mixing head of open fire barbecue (it is forbidden to disassemble and disassemble the large and small pistons and the main body of the mixing chamber without the consent of.
2: prevent damage to the sealing ring during operation.
3: the two-component nozzles should be cleaned in different DOP containers to prevent mixing.
To check the blockage of the reflux slot of the mixing head, clean the reflux slot with a thin steel wire about Φ 1.5mm and immerse the front part of the mixing head into DOP for cleaning, and then use compressed air to clean the residue in the reflux tank.
-check the relevant pipes for residual reactants or blockages and clean them if necessary.
After the cleaning work is completed, install and connect the mixing head in reverse order.
2. Before the rest and shutdown, the big piston should move up and down to clean itself for 3-5 times and clean up the residue. And use DOP to inhale from the muzzle of the gun, lubricate the large piston and wall cavity, and prevent sticky foaming material. Add DOP to the large piston cleaning window to ensure adequate lubrication of the large piston.
Korea PU Technology and equipment Co., Ltd.

Fuleite Mechanical and Electrical Technology Co., Ltd.
Mobile phone: 18933370499
E-mail: fuleitejd@163.com
Web site: www.puflt.com
Add: Hongjian Industrial Park, Shenghui North Industrial Zone, Nantou Town, Zhongshan City, Guangdong Province. 34 Tongji west road

